
Урок №8. Холодне зварювання чавуна сталевими електродами із застосування сталевих шпильок.
Часто з’єднання металів проводиться зі застосуванням зварювального обладнання. Зварювання може проходити в домашніх умовах, для чого достатньо дотримуватися рекомендацій професіоналів. Зварювання чавуну в порівнянні з іншими металами проходить набагато складніше, що пов’язано з особливими властивостями матеріалу. Нерідко зварювання чавуну в домашніх умовах призводить до утворення низькоякісного зварного шва. Термічна обробка стає причиною підвищення крихкості металу, в місці зварювання можуть з’явитися тріщини і інші дефекти. Розглянемо всі особливості даного процесу докладніше.

Зварювання чавуну

Зварений шов у чавунного виробу

Зварювання чавуну аргоном
Вибір електродів для зварювання чавуну
Електроди,щоб зварювання чавуну характеризуються за вживаним увазі стрижня електрода.
Стрижень електрода може бути виготовлений із чавунних прутків, сталевий зварювального дроту, мідного дроту і її сплавів, а також з деяких дротів легованих сталей.
Зварювання сталевими електродами з застосуванням спеціальних покриттів. У цьому випадку застосовують електроди з дроту Св-08 або Св-08А зі спеціальними покриттями. Важливу роль у покритті грає феросиліцій, який допомагає отримати сірий чавун. Цей спосіб використовується для зварювання виробів нескладної форми, що працюють при незначних навантаженнях. При правильному і ретельному виконанні зварювання можна домогтися отримання щільного зварного з'єднання, що піддається механічній обробці.
До вказаної групи електродів відносяться електроди марки ЦЧ-4, до складу покриття яких входять елементи, активно вступають у хімічну сполуку з вуглецем зварюється металу і утворюють стійкі карбіди, нерозчинні в залозі.
Також слід зазначити електроди марки ЕМЧС, стрижень яких складається з низьковуглецевої дроту, а покриття - з трьох шарів: 1-й шар є легуючим, 2-й шлако-і газоутворюючих, 3-й - газозахисної. Застосування цих електродів при зварюванні чавунних виробів з відносно невеликою товщиною металу, що зварюється (8-10 мм) дозволяє отримати якісні зварні з'єднання без попереднього підігріву. При зварюванні виробів більшої товщини перші шари виконують електродами ЦЧ-4, а наступні - електродами УОНІ-13/45.
Зварювання електродами монель-металу. При зварюванні електродами з монель-металу (25-30% міді і 60-70%) забезпечується порівняно хороша оброблюваність наплавленого металу і підвищена стійкість проти утворення тріщин. Мідь і нікель не утворюють сполук з вуглецем, але їх наявність у сплаві зменшує розчинність вуглецю в залозі і сприяє графітизації. Тому вони зменшують імовірність відбілювання.
Електроди складаються з мідно-нікелевих стержнів діаметром 3-4мм і спеціального покриття. Знаходять застосування в промисловості електроди марок МНЧ-1 зі стрижнем з монель-металу. Зварку ведуть електродами діаметром 3-4мм, не допускаючи перегріву деталі (для цього рекомендуються перерви для охолодження).
Зварювання електродами з монель-металу застосовують і в комбінації з іншими електродами, що дозволяє отримати з'єднання, задовільні по механічній міцності і оброблюваності. Зварювання комбінованими електродами. В якості комбінованих електродів застосовуються залізомідні електроди:
1) Мідний стрижень з обплетення з бляхи товщиною 0,25-0,3 мм, яку у вигляді стрічки шириною 5-7мм навивають на стрижень по гвинтовій лінії.
2) Пучок електродів, що складається з одного або двох мідних стрижнів і сталевого електрода із захисним покриттям будь-якої марки. Пучок зв'язують у трьох-п'яти місцях мідним дротом, і на кінці, що вставляється в електродотримач, прихоплюють між усіма стрижнями.
3) Найбільш вчинені з числа залізомідних електродів - електроди марки ОЗЧ-1, що представляють собою мідний стрижень діаметром 4-5мм, на який нанесено покриття, що складається із сухої суміші покриття УОНИ-13 (50%) і залізного порошку (50%), замішаних на рідкому склі.
Зварювання залізомідними електродами слід вести таким чином, щоб не допускати сильного розігріву зварюваних деталей: на мінімально можливих токах, що забезпечують стабільне горіння дуги, короткими ділянками, з перервами для охолодження деталей, що зварюються.
Загальний недолік залізомідних електродів - неоднорідна структура металу шва: м'яка мідна основа і тверді включення залізницею складової, що утрудняють обробку та перешкоджають отриманню високої чистоти обробленої поверхні. Кілька кращою оброблюваністю володіють шви, виконані електродами марки Анч-1, стрижень яких складається з аустенітної сталі і мідної оболонки. На електрод наносять покриття фторі сто-кальціевого типу. У порівнянні із залізомідними електродами вони забезпечують найкращі оброблюваність місць зварювання і стійкість металу шва проти утворення кристалізаційних тріщин.
Зварювання чавуну чавунними електродами. Для зварювання чавуну застосовують чавунні електроди з покриттям, до якого входять графітоутворюючі елементи, і електроди з аустенітного нікелевого чавуну з покриттям, що складається з карборунда (55%), і вуглекислого барію (23,7%), замішаних на рідкому склі. Стрижні чавунних електродів виготовляють з круглих сталевих прутків.
Таблиця 1.1. Залежність довжини електрода від його діаметра
Діаметр прутка (мм) | Довжина електрода (мм) |
4 | 250 |
6 | 350 |
8,10,12 | 450 |
Холодне зварювання електродами дуже складно домогтися позитивних результатів, оскільки при великих швидкостях охолодження утворюється структура білого чавуну в шві і біляшовній зоні.
Для попередження відбілювання необхідно забезпечити такий складметалу шва, для якого в цих умовах буде виходити структура сірого чавуну. Це може бути досягнуто шляхом використання спеціальних електродів. Прикладом таких електродів можуть служити електроди марки ЕМЧ, стрижень яких представляє собою чавун з підвищеним вмістом кремнію, а покриття двошарове: 1-й шар - легуючий, 2-й шар забезпечує газову і жужільну захист. При зварюванні цими електродами чавунних деталей з товщиною стінки до 12 мм без попереднього підігріву вдається отримати шви і біляшовній зону без відбілювання. Якщо ж цими електродами зварюють масивні деталі, то для отримання якісних з'єднань деталі доводиться підігрівати до 400-450 градусів Цельсія. Для поліпшення оброблюваності і деякого підвищення пластичності металу шва використовують електроди з нікелевих чавунів. Електроди з нікелевих чавунів забезпечують отримання швів, що володіють хорошою оброблюваністю. Тонке покриття, що наноситься на стрижні з нікелевих чавунів, рекомендується наступного складу: карборунд (55%), вуглекислий барій (23,7%), рідкескло(21,3%).
Зварювання виконують в декілька шарів зі зворотно-поступальним рухом кінця електрода. Основний недолік електродів з нікелевих чавунів - підвищена схильність до утворення гарячих тріщин.
Зварювання сталевими електродами з карбідоутворюючіми елементами в покритті. Часто для більш повного випалювання вуглецю в метал шва вводять сильні карбідоутворювачі.
У цьому випадку в основному утворюються карбіди даного елемента, не розчиняються в залозі. Металева основа при цьому виявляється досить зневуглецьованою і пластичної. Прикладом можуть служити електроди марки ЦЧ-4 зі стрижнем з низьковуглецевої дроту марок Св-08 або Св-08А і покриттям наступного складу: мармур- 12%, плавиковий шпат - 16%, ферованадій - 66%, феросиліцій - 4%, поташ - 2 %, рідке скло - 30% маси сухої суміші. Цими електродами спочатку облицьовують кромки на малих струмах.
Зварювання виконують паралельними валиками з перекриттям кожного попереднього на половину його ширини. Після другого шару силу струму збільшують на 15-20%. Остаточно оброблення заповнюють електродами УОНИ-13/45.
Область застосування цих електродів - зварювання пошкоджених деталей і заварка дефектів у виливках із сірого і високоміцного чавуну. У разі необхідності можна також зварювати з'єднання сірого і високоміцного чавуну із сталлю.
Зварні з'єднання, виконані цими електродами, мають задовільну оброблюваність, щільність і досить високу міцність.
Зварюваність чавуну
Чавун належить до матеріалів, які мають поганий технологічної зварюваністю. Основні труднощі при зварюванні зумовлені високою схильністю його до відбілювання, тобто появи ділянок з виділеннями цементиту, а також утворення тріщин у шві і біляшовній зоні. Крім того, чавун має низьку в порівнянні зі сталлю температуру плавлення (1200-1250 о С) і швидко переходить з рідкого стану в твердий. Це викликає утворення пор у шві, оскільки інтенсивне виділення газів зі зварювальної ванни продовжується і на стадії кристалізації.
Підвищена жидкотекучесть чавуну ускладнює утримання розплавленого металу від витікання і ускладнює формування шва. Внаслідок окислення кремнію на поверхні зварювальної ванни можливе утворення тугоплавких оксидів, що може призвести до непровару.
При виборі способу зварювання чавуну необхідно враховувати такі особливості:
· Висока його крихкість при нерівномірному нагріванні й охолодженні може викликати появу тріщин в процесі зварювання;
· Прискорене охолодження призводить до утворення вибіленої прошарку в околошовной зоні й утрудняє його подальшу механічну обробку;
· Сильне газоутворення в рідкій ванні може викликати пористість зварних швів;
· Висока жидкотекучесть чавуну обумовлює необхідність у ряді випадків подформовкі.
Чавунні деталі, що працюють тривалий час при високих температурах, майже не піддаються зварюванню. Це відбувається в результаті того, що під дією високих температур (300-400 о С і вище) вуглець і кремній окислюються, і чавун стає дуже крихким. Чавун, що містить окислений вуглець і кремній, називають горілим.
Погано зварюються також чавунні деталі, що працюють тривалий час в зіткненні з маслом і гасом. Поверхня чавуну просочується маслом і гасом, які при зварюванні згорають і утворюють гази, що сприяють появі суцільний пористості в зварному шві.
1.5. Способи зварювання чавуну
Зварювання чавуну застосовують при ремонтно-відновлювальних роботах і для виготовлення зварювально-литих конструкцій. Чавун зварюють переважно при усуненні дефектів лиття в чавунних виливках до і після механічної обробки, а також при ремонті деталей. До зварних з'єднань чавунних деталей залежно від умов експлуатації пред'являються різні вимоги - від декоративної заварки зовнішніх дефектів до отримання сполук, равнопрочний з основним металом. Чавун можна зварювати дуговим зварюванням металевим або вугільним електродом, порошковим дротом, газовим зварюванням та іншими способами.
Найбільш часто способи зварювання чавуну класифікують за станом деталі, що зварюється. У залежності від температури попереднього підігріву розрізняють зварювання з підігрівом (гарячу зварювання) і без підігріву (холодну зварювання).
Гаряче дугове зварювання чавуну застосовують у випадках, коли металом шва повинен бути чавун, за своїми властивостями наближається до властивостей основного металу деталі.
Холодне дугове зварювання чавуну виконують на оброблюваних і оброблених поверхнях деталей, коли дефекти лиття незначні або середніх розмірів, коли вони некрізні або наскрізні, але невеликої довжини і, нарешті, коли наплавляється метал не передбачений у вигляді чавуну. При холодному зварюванні зварюються деталі не підлягають попередньому нагріву. Особливості застосування різних способів дугового зварювання чавуну показані в таблиці 1. Вибір способу і технології зварювання залежить від вимог до зварному з'єднанні. При виборі технології зварювання враховують необхідність підігріву металу, а також механічної обробки металу шва і біляшовній зони після зварювання.
Таблиця1.2. Області застосування різних способів дугового зварювання чавуну.
Спосіб зварювання | Область застосування | Характеристика наплавленого металу |
Гаряча ванна ручна чавунними електродами і механізована порошковим дротом. | Різні дефекти великих розмірів на оброблюваних, оброблених і відповідальних необроблюваних поверхнях | Хороші оброблюваність і щільність, макроструктура, твердість, міцність показники аналогічні основного металу. |
Ручна електродами на мідно-нікелевій основі. | Некрізні дефекти невеликих і середніх розмірів на оброблених поверхнях. В окремих випадках наскрізні дефекти невеликої довжини. | Хороші оброблюваність, щільність і міцність. |
Ручна електродами на залізо-нікелевої основі. | Різні дефекти невеликих і середніх розмірів на поверхнях виливків і деталей. | Хороші оброблюваність, щільність і міцність. Колір збігається з кольором основного металу. |
Ручна електродами на основі низьковуглецевої сталі зі спеціальним покриттям. | Некрізні дефекти невеликих розмірів на оброблених поверхнях. | Твердість і колір збігаються з твердістю і кольором основного металу. |
Ручна електродами на мідно-сталевій основі. | Наскрізні дефекти на необроблюваних поверхнях виливків і стінках резервуарів. | Високі щільність і міцність. Оброблюваність утруднена. Відрізняється за кольором. |
Холодна ручна сталевими електродами. | Некрізні дефекти на необроблюваних поверхнях виливків. | Висока твердість, недостатні щільність і міцність. |
Гаряче зварювання чавуну
Технологічний процес складається з механічної обробки під зварювання, формування деталей, що зварюються, попереднього підігріву, зварювання і подальшого повільного охолодження.
Підготовка під зварювання дефектного місця полягає в ретельній його очищення від забруднень і в обробленні крайок, що зварюються. При зварюванні наскрізних тріщинами або заварці дефектів, що знаходяться на краю деталей, необхідно застосовувати графітові форми, що запобігають витіканню рідкого металу зі зварювальної ванни. Форми виготовляють з графітових платівок, скріплюються формувальної масою, яка складається з кварцового піску, замішаного на рідкому склі. Крім того, форми можна скріплювати в опоках формувальними матеріалами, застосовуваними в ливарному виробництві.
Деталі й чавунні виливки нагрівають до температури 300-700 о С (в залежності від форми деталі, дефекту, способи зварювання). Зварювання виконують чавунними електродами або порошковим дротом із присадкою керамічного стрижня. Підігрів необхідний для того, щоб після зварювання відбувалося рівномірне охолодження усього виробу і не утворювалися тріщини.
Деталі нагрівають у спеціальних печах або за допомогою індукційних нагрівачів. Для ручного дугового зварювання використовують плавящиеся електроди марок ЦЧ-4, ЕВЧ-1, МНЧ-2, ОЗЧ-2 та інших Гарячу зварювання чавуну виконують на великій силі зварювального струму без перерв до кінця заварки дефекту при великій зварювальній ванні. Так, для зварювання електродом діаметром 8мм потрібно струм 600А, а діаметром 12мм - струм 1000А. Використовують електротримачі, що мають захист руки зварювальника від теплового випромінювання.

Рис. 1.2. Гаряче зварювання чавуну
Варка вугільним електродом ведеться постійним струмом прямої полярності: для електродів діаметром 8-20мм використовуються відповідно струми 280-600А. Застосовують перетворювачі ПСМ-1000, випрямлячі ВАМ-1601, трансформатори ТДФ-1601.
Під час зварювання слід безперервно підтримувати значний обсяг розплавленого металу в зварювальній ванні і ретельно перемішувати його кінцем електрода або присадочного стрижня. Для повільного охолодження заварені деталі засипають дрібним деревним вугіллям або сухим піском. Остигання масивних деталей може тривати 3-5 доби. Основними недоліками гарячого зварювання чавуна є велика трудомісткість процесу і важкі умови праці зварювальників.
Холодне зварювання чавуну
Холодне зварювання електродами з нікелевих сплавів. Електроди з нікелевих сплавів застосовують головним чином для заварки ливарних дефектів, які виявляються в процесімеханічної обробки чавунноголитвана робочихповерхнях, де місцеве підвищення твердості неприпустимо.
Позитивні властивості таких електродів в тому, що нікель не розчиняє вуглець і не утворює структур, що мають високу твердість після нагріву і швидкого охолодження. Відбілювання зони часткового розплавлення при невеликих її розмірах практично відсутня, так як нікель, проникаючи в цю ділянку, надає позитивну дію.
У той же час нікель і залізомають необмеженої розчинністю, яка сприяє надійному їх сплавленню. Для виготовлення електродів використовують і мідно-нікелевісплави: монель-метал, константан, ніхром.
Недоліки цих сплавів - їх висока вартість і дефіцитність, а також велика усадка, що приводить до утворення гарячих тріщин.
Знаходять застосування в промисловості електроди марок МНЧ-1 зі стрижнем з монель-металу і МНЧ-2 зі стрижнем з константана.
Для заварки окремих невеликих дефектів на оброблюваних поверхнях виливків відповідального призначення з сірого і високоміцного чавуну, а також при ремонті обладнання з чавунного лиття, використовують також залізонікелеві електроди зі стрижнем, що містить нікель (Ni) - 60% і залізо (Fe) - 40%.
При зварюванні такими електродами забезпечується досить висока міцність металу шва. Прикладом таких електродів можуть служити електроди марки ЦЧ-3А, зі стрижнем з дроту Св-08Н50 і покриттям з доломіту (35%), плавикового шпату (25%), графіту чорного (10%) і феросиліцію (30%), замішаних на рідкому склі.
Необхідно завжди матина увазі, що всі електроди на основі нікелю дефіцитні й можуть застосовуватися для зварювання чавуну в дуже обмежених кількостях, наприклад, для заварки невеликих раковин в деталях великих розмірів і великої жорсткості.
Холодне зварювання чавуну електродами з низьковуглецевої сталі з установкою шпильок. При зварюванні чавуну низьковуглецевих електродами найбільш слабке місце зварного з'єднання - біляшовна зона у кордоні сплаву. Крихкість цієї зони і наявність в ній тріщин нерідко призводять до відшарування шва від основного металу. Для збільшення міцності зварного з'єднання (коли до нього не пред'являється інших вимог), застосовують сталеві шпильки, які частково розвантажують найбільш слабку частину зварного з'єднання - місце сплаву.
Шпильки мають різьблення, їх ввертають втілодеталі, що зварюється. Розміри шпильок зазвичай залежать від товщини зварюваних деталей.
Практикою встановлено наступні рекомендації: діаметр шпильок - 0,3-0,4 товщини деталей, але не більше 12мм, глибина вкручування шпильок - 1,5 їх діаметра, але не більше половини товщини зварюваних деталей; висота виступаючої частини - 0,75-1, 2 діаметра шпильки. Шпильки розташовують у шаховому порядку, на скошених крайках деталей, і в один ряд на поверхні деталі з кожної сторони стику, причому відстань між ними повинна дорівнювати 4-6 діаметрів шпильки. Для зварювання використовуються електроди типу Е42, Е42А, Е50, Е50А на постійному або змінному струмі.
Зварку ведуть такий спосіб: спочатку обварюють кожну шпильку і облицьовують поверхні крайок електродами діаметром 3мм на малих струмах. Потім на облицьовані кромки і шпильки наплавляють валики і остаточно заповнюють оброблення (рис.1.3, а, б).
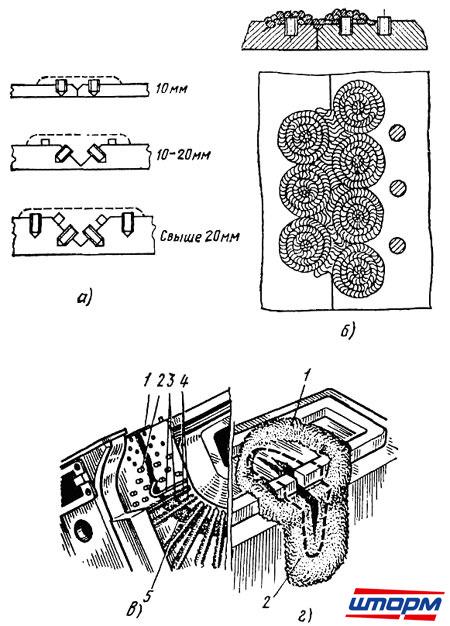
Рис. 1.3. Зварювання чавуна з застосуванням сталевих шпильок: а - установка шпильок при V-подібної підготовки кромок; б - Обварку шпильок;
Для зниження змісту вуглецю в металі шва рекомендується виконувати зварювання по шару флюсу, що містить до 30% залізної окалини (наприклад: бури 50%, каустичної соди 20%, залізної окалини 30%).
Питання для
усного опитування.
1.
Що називається чавуном?
2.
Якими характерними властивостями володіє
чавун?
3.
На які види діляться чавуни за хімічним
складом?
4.
Які є чавуни за структурою та формою
графітних включень?
5.
Що впливає на зварюваність чавунів?
6.
Які причини утруднюють зварювання
чавуну?
7.
До чого приводить низька пластичність
чавуну?
8.
Що означає відбілювання чавуну?
9.
Що є причиною утворення газових пор при
зварюванні чавуну?
10.
Які є способи зварювання чавуну?
11.
В
чому перевага гарячого зварювання чавуну?
12.
В
чому сутність холодного зварювання чавуну?
13.
Які електроди використовують для холодного
зварювання чавуну?
14.
Які правила холодного зварювання чавуну
сталевими електродами?
15.
На якому струмові виконують зварювання
електродами ЦЧ – 4, ЦЧ – 5, СЧС – Т3?
16.
Які недоліки холодного зварювання чавуну
чавунними електродами?
17.
В
яких випадках застосовують холодне зварювання мідними й сталево – мідними
електродами?
18.
З якою метою використовують зварювання чавуну
з встановленням шпильок?
19.
Які електроди застосовують при зварюванні зі
шпильками?
20.
Які зварювальні матеріали використовують при
зварюванні чавуну вугільним електродом?
Комментариев нет:
Отправить комментарий