
Урок №6.7. Механізоване зварювання і наплавка в середовищі захисних газів простих деталей,вузлів,конструкцій з вуглецевих сталей в нижньому положенні шва.
Технологія і метод зварювання в середовищі захисних газів
1.Технологія
Сварка в середовищі захисних газів є специфічний метод зварювання металів, при якому розплавлений теплом електричної дуги метал ізольований від окисляє його атмосфери. Це значно підвищує якість зварного шва і міцність з'єднання. Як інертних газів в більшості випадків використовуються аргон і гелій, що захищають від окислення будь-який метал - будь то нержавіюча сталь або алюміній.
Домашні майстри після придбання деякого досвіду можуть досягти непоганих результатів у такій зварюванні. Вона може бути застосована і для тонкої жерсті товщиною від 0,5 мм, і для більш товстих листових матеріалів, прутків і труб. За зовнішнім виглядом результат роботи - зварений шов - піддається об'єктивному контролю краще, ніж при звичайній електрозварювання, коли він покритий шаром обмазки електрода і оксидами. Але все ж не варто переоцінювати свої можливості: зварювання важко навантажених конструкцій вимагає спеціальних знань, а в деяких умовах неспеціалістам вона навіть заборонена. Так, виконання вертикальних і стельових зварних швів, а також зварювання дуже масивних деталей, вимагають великого досвіду і досвіду, тому вирішуються тільки висококваліфікованим сварщикам.
2. ЗАХИСНЕ СПОРЯДЖЕННЯ
Головна небезпека при зварці виходить від високих температур, ультрафіолетового випромінювання і газоподібних продуктів згоряння. Тому перед початком зварювальних робіт з робочої зони треба видалити горючі матеріали і надіти спеціальне обмундирування. Доцільно використовувати шкіряний фартух і шкіряні рукавички з високими манжетами. Для захисту від небезпечного для зору і шкіри ультрафіолетового випромінювання надіньте захисний щиток для особи з темним і непроникним для ультрафіолету світлофільтром. Ступінь захисту світлофільтру повинна бути від 10 до 14, що дозволить безпечно працювати в широкому діапазоні потужності зварювальної дуги. Зварнику під час роботи не рекомендується користуватися контактними лінзами. Працювати слід в просторому провітрюваному приміщенні, але не на вулиці і не на протязі, інакше буде випаровуватися захисний газ.

Фото 1. Приналежності для зварювання: захисний щиток або шолом із запобіжним фільтром (1); шкіряні рукавички з манжетами (6); контактна струбцина-зажим (2) і зварювальний пістолет (4) часто бувають в комплекті зварювального апарату; дротова щітка (5) і молоток (3) служать для очищення зварного шва.
3. РЕГУЛЮВАННЯ ПОДАЧІ ГАЗУ
До зварювального апарата газовий шланг підключається через редукційний клапан, який встановлюється на газовому балоні.
Він має кольорове маркування, що відповідає кожному виду газу. Кількість газу, що подається регулюється редукційним клапаном.


ФоС,Рѕ 3: зварювальний пістолет. У центрі шланга (праворуч) проходить дротяний електрод (а), навколо направляючої електрода організований газовий канал (b). внизу: Котушка з дротом. Гола електродний дріт розмотується з котушки і рівномірно подається в зварювальний пістолет
Тим, хто часто займається зварюванням в середовищі захисних газів, економічніше придбати 10-літровий балон. Газові балони при експлуатації підлягають регулярної перевірки та контролю герметичності.

Фото 4: Редукційний клапан підключається безпосередньо до вентиля балона зі стисненим газом. Один з манометрів (2) показує при відкритому крані (1) тиск в балоні, інший (3) - тиск в шлангу, приєднаний до пістолета, що дозволяє побічно контролювати регулювати витрату газу.
4. ПРИДБАННЯ ЗАХИСНИХ ГАЗІВ ДЛЯ ЗВАРЮВАННЯ
Захисний газ можна придбати в одноразових газових балонах, наповнити їм власні балони або взяті напрокат. Одноразові балони невеликої ємності підходять тільки для маленьких компактних зварювальних апаратів. Міститься в них кількість газу вказується не як зазвичай-в літрах, - а в одиницях тиску. Такого балона з тиском, наприклад, 60 бар, вистачає приблизно на 20 хвилин роботи малого зварювального агрегату. Великі зварювальні апарати підключаються до перезаряджається балонів, втім, і маленькі можна також перезаряджати.
5. РЕЖИМИ ЗВАРЮВАННЯ
Поряд з достатнім потоком газу, необхідним для захисту дуги від навколишнього середовища, величина зварювального струму і швидкість подачі дротяного електрода є важливими технічними параметрами, що забезпечують якість зварних з'єднань.
Значення цих величин збільшуються з ростом товщини зварювальних матеріалів: більший струм в зварювальної дузі розплавляє більше металу, і електрод потрібно буде подавати швидше, щоб підтримувати безперервну оптимальну зварювальну дугу.
Правильне поєднання цих параметрів залежить від конструкції зварювального апарату, а також від його настройки.
Ось чому до кожного з них додається таблиця для адекватної регулювання. Чи відповідають один одному величина зварювального струму і швидкість подачі, в процесі зварювання самостійно встановити складно.
Лише розміри і форма утворюється шва дозволяють зробити висновок про ці параметри: при великому значенні струму шов виходить плоский, з боків його виникають підрізи; при великій швидкості подачі електрода коротка зварювальний дуга може виробляти недостатній нагрів, що призводить до високого округлому і погано пов'язаного з металом деталей, що зварюються шву.
Залежно від товщини зварювальних деталей потрібні електроди різного діаметру. При правильному виборі не буде потрібно регулювати швидкість подачі електродного дроту.

Фото 5: зліва - Потік захисного газу повинен рівномірно обтікати зварювальну дугу (1) (. Встановіть його витрата 10-12 л / хв і дотримуйтесь вказівок інструкції виробника агрегату. Якщо потік захисного газу занадто малий, то він не зможе повністю витіснити повітря, що оточує електрод (2), занадто високий тиск може, навпаки, призвести до турбулентності у сопла форсунки (3), що порушить цілісність газової оболонки. Справа: Запуск, запалювання, горіння дуги. запалювання зварювальної дуги відбувається після створення захисної газової оболонки, коли електрод висунеться вперед до торкання зварюється. Коротке замикання ланцюга зварювального трансформатора викликає протікання струму великої величини, завдяки чому і запалюється зварювальний дуга.

Фото 6: ПОЛОЖЕННЯ ЗВАРЮВАЛЬНОГО пістолета під час виконання РОБОТИ
1. ЗВАРЮВАННЯ ПО ЗОВНІШНЬОГО РОЗІ Таким чином зварюють навіть тонкі листи і кольорові метали, наприклад алюміній. Температура зварювальної ванни при цьому меньше.2. ЗВАРЮВАННЯ ПО ВНУТРІШНЬОМУ РОЗІ Завдяки можливості укласти шов збільшеного перетину, з'єднання має підвищену міцність. 3. ЗВАРЮВАННЯ ДЕТАЛЕЙ, РОЗТАШОВАНИХ ГОРИЗОНТАЛЬНО
Комфортна робота, що дозволяє отримати якісний шов, особливо після оброблення крайок листів, що з'єднуються.
Установчий кут пальника має великий вплив на чистоту шва і на глибину проплавлення металу.
Посилання по темі: Вибираємо зварювальну маску - хамелеон або звичайна?
6. ПЕРЕМІЩЕННЯ ЗВАРЮВАЛЬНОГО ЕЛЕКТРОДА ПО ШВУ
Переконайтеся в тому, що перед початком зварювальних робіт затиск, що з'єднує корпус зварювального агрегату з свариваемой конструкцією, надійний і має хороший контакт. Після установки подачі необхідної кількості газу та інших параметрів зварювального процесу утримуйте сопло електродотримача в 10-15 мм над зварюються матеріалом і запустіть подачу дроту. Тепер захисний газ омиває місце зварювання, одночасно подається і дротяний електрод. Для спостереження за підпал дуги Електродотримачі можна злегка нахилити (під кутом близько 10 °), а направляючу трубку з висувним електродом максимально наблизити до поверхні металу. Так як ця трубка, на відміну від струмопровідного електрода, ізольована, навіть її дотик деталі не здатне привести до короткого замикання. А якщо висунутий вперед електрод торкнеться матеріалу, то виникне зварювальний дуга.
Переміщати електрод по шву слід рівномірними поступальною ходою, пересуваючись над зварювальним швом.

Фото 7: Зліва Чим товщі електрод (б) і більше встановлена величина зварювального струму, тим більше має бути відстань (а) від сопла до поверхні металу. Справа: ЗВАРЮВАННЯ МІНІМАЛЬНО короткою дугою Товсті матеріали зварюють саме таким чином, так як при цьому утворюється максимальна температура. Установчий кут не повинен перевищувати 15 градусів.
7. ШВИДКІСТЬ ЗВАРЮВАННЯ
Швидкість зварювання - це питання досвіду, який можна придбати тільки в процесі роботи. Тому варто тренуватися, використовуючи залишки йдуть у відходи матеріалів. При правильно обраній швидкості роботи матеріал плавиться і утворює міцний гладкий шов. Для кращого контролю виконане з одного боку з'єднання можна ударами молотка перевірити на міцність. Потім можна приступати до зварювання з'єднання з іншого боку.
Вертикальні шви виконують зверху вниз. При цьому потрібно працювати так, щоб добре плавляться метал деталей, що з'єднуються. Дуже тонкі вироби не можна з'єднувати суцільним зварювальним швом, інакше матеріал може прогоріти або покоробитися. Листові вироби з'єднують точковим зварюванням. Більшість зварювальних агрегатів мають пристрій, що забезпечує рівномірну установку точок зварювання.
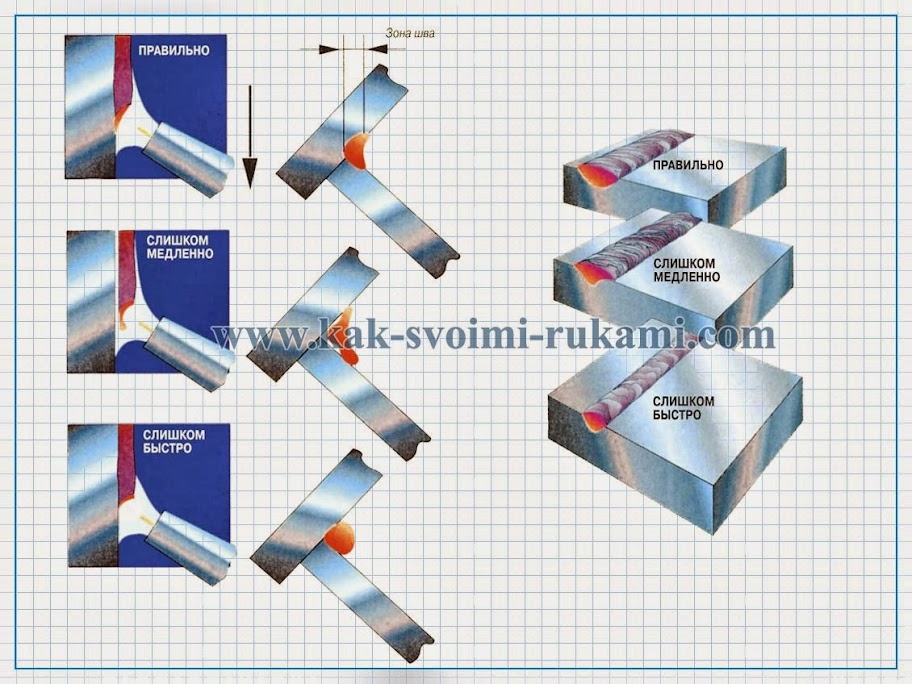
Фото 8: Зліва:
1. Неправильне положення електрода тягне за собою несиметричне розташування шва, що викликає ослаблення зварного з'єднання.
2.Слішком швидке переміщення пістолета призводить до шлюбу. Зварювальний ванна не встигає прогріватися до розплавлення металу з'єднуються деталей, і розплав електрода прикріплюється до них лише місцями.
3.Бракованний шов виходить також з-за малого струму зварювальної дуги і тонкого електрода.
справа:
швидкість зварювання має великий вплив на якість шва. Якщо пістолет переміщати дуже повільно, то оплавляется занадто багато металу.
Якщо ж швидкість зварювання, навпаки, надто висока, температура виявляється недостатньою, щоб розплавити необхідну для заповнення шва кількість металу, а крім того, розплав електрода лежить майже без зчеплення з матеріалом деталей, що зварюються.
При занадто повільної роботи зварювальний ванна «обганяє» зварювальну дугу, основний матеріал не плавиться. Зчеплення - як і при високій швидкості - недостатнє.
Виконання зварювання в середовищі захисних газів ...

Питання для
усного опитування.
1.
Що називається зварним швом?
2.
За якими ознаками класифікують зварні шви?
3.
Які є шви за положенням у просторі?
4.
Яку особливість мають кільцеві шви?
5.
В чому заключається підготовка металу до зварювання?
6.
Для чого виконується скіс кромок?
7.
З якої товщини металу починають виконувати скіс кромок
при ручному дуговому зварюванні?
8.
Чим перевіряють правильність скосу кромок?
9.
Які пристосування застосовують при складанні вузлів
трубопроводів?
10.
Що називається
режимом зварювання?
11.
Назвати показники
режиму ручного дугового зварювання.
12.
Як вибирають показники
режиму ручного дугового зварювання.
13.
Які джерела
живлення ви знаєте?
14.
Для чого
призначений зварювальний трансформатор?
15.
Що значить
холостий хід трансформатора?
16.
Які джерела
живлення відносять до джерел постійного струму?
17.
Яке призначення
зварювального випрямляча?
18.
Як регулюють струм
у зварювальних випрямлячах?
19.
Що перетворює
зварювальний перетворювач?
20.
Що означає
зварювання на прямій полярності?
21.
Які небезпечні
фактори існують для здоров’я зварника при ручному дуговому зварюванні?
22.
Що називається
заземленням?
23.
Що заземляться на
зварювальному посту?
24.
Чим електрозварник
захищає очі при зварюванні?
25. Що необхідно зробити електрозварнику перед початком роботи
Комментариев нет:
Отправить комментарий